

Applications of Carbon Steel and Stainless Steel Conveyor Chains in the Food Processing Industry
Article content
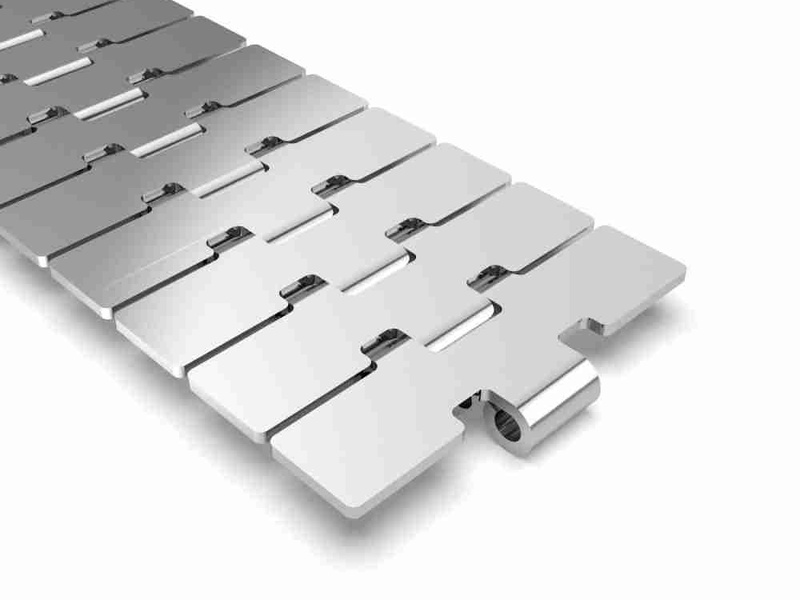
Carbon Steel Conveyor Chains in Food Processing
1. Applications of Carbon Steel Conveyor Chains
-
Carbon steel conveyor chains are widely used in dry food processing environments where hygiene standards are not as stringent, such as in the transportation of dry ingredients like sugar, flour, or grains. These chains are ideal for moving bulk materials that are not exposed to moisture or wet conditions.
-
Carbon steel chains are also utilized in the packaging and assembly stages of food production, where materials are processed and packaged in a dry environment. The chains’ high load-bearing capacity and affordable cost make them a preferred choice for these applications.
2. Advantages of Carbon Steel Conveyor Chains in Food Processing
-
Cost-effectiveness: Carbon steel chains are more affordable than stainless steel, making them a practical option for dry food handling processes where corrosion is not a concern.
-
Durability: Carbon steel chains offer high strength and wear resistance, making them ideal for handling heavy materials like grains, flour, and sugar in food processing.
-
Easy Maintenance: These chains require less maintenance compared to other types and can be easily lubricated and cleaned to maintain efficiency in the system.
3. Limitations of Carbon Steel Conveyor Chains in Food Processing
-
Corrosion Issues: Carbon steel chains can rust and corrode when exposed to moisture, oils, or liquids, which is problematic in environments with wet food products.
-
Hygiene Challenges: Due to its susceptibility to corrosion and the difficulty of cleaning thoroughly, carbon steel may not meet the stringent hygiene standards required in some food processing environments, especially those handling fresh or wet ingredients.
Stainless Steel Conveyor Chains in Food Processing
1. Applications of Stainless Steel Conveyor Chains
-
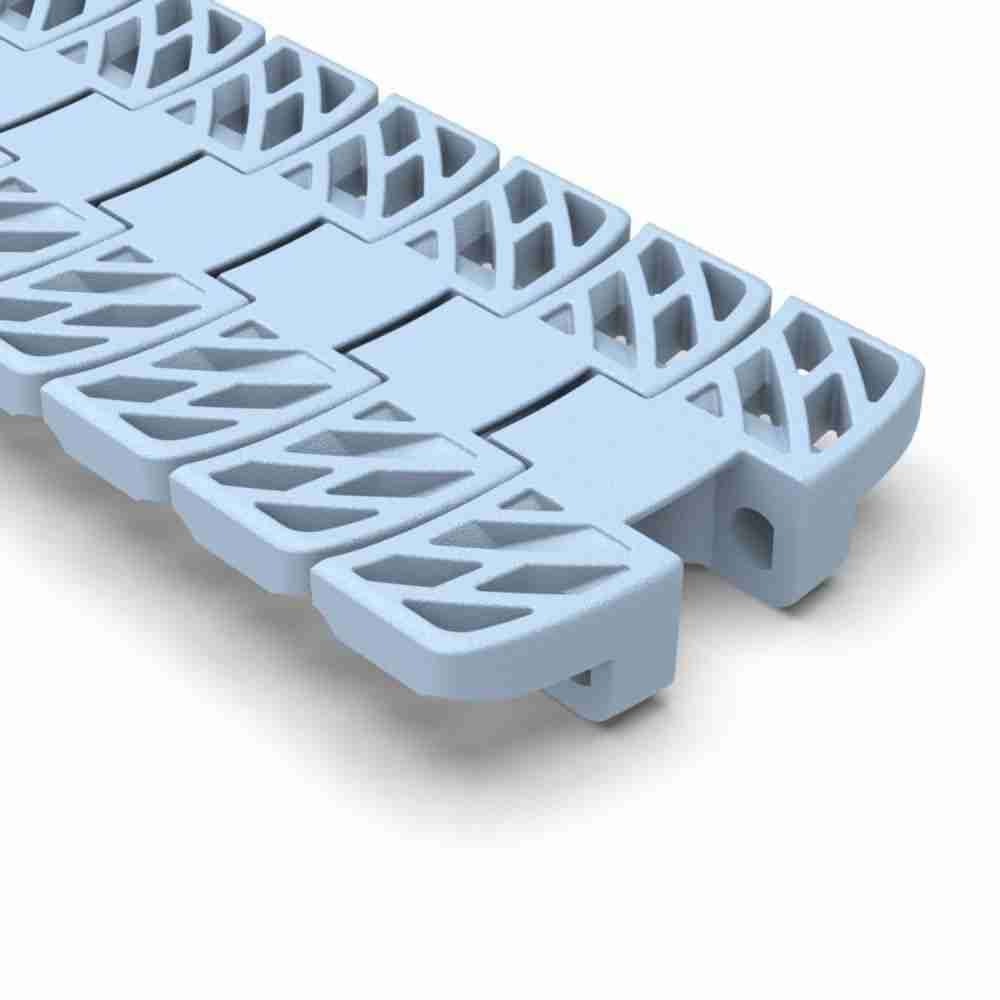
Stainless steel conveyor chains are essential for the food processing industry, particularly for handling wet food products or moist environments. These chains are often used for transporting perishable foods, such as meats, dairy products, and fresh produce, where hygiene is a critical concern.
-
Stainless steel is also used for conveying liquids, such as beverages, sauces, and juices, because of its resistance to corrosion and ability to withstand cleaning in high-pressure systems.
2. Advantages of Stainless Steel Conveyor Chains in Food Processing
-
Corrosion Resistance: The most significant advantage of stainless steel chains in food processing is their exceptional resistance to corrosion. Stainless steel can resist rusting and oxidation, even when exposed to water, oils, or moisture food processing.
-
Hygiene Compliance: Stainless steel chains are easy to clean and maintain, which makes them ideal for meeting strict hygiene standards. They can be easily washed with food-safe detergents and sanitized without fear of contamination.
-
Durability: Stainless steel chains have a long lifespan in environments where carbon steel chains might degrade quickly due to corrosion or wear. Their strength and resilience make them suitable for high-traffic applications.
-
Food Safety: In the food industry, it is essential to ensure that equipment does not introduce contaminants to food products. Stainless steel chains meet FDA standards and regulations for food contact surfaces, ensuring safe handling of food products.
3. Limitations of Stainless Steel Conveyor Chains in Food Processing
-
Higher Initial Cost: Stainless steel chains come at a higher upfront cost compared to carbon steel chains, which may make them less suitable for businesses with limited budgets or those handling dry materials.
-
Lower Load Capacity: While stainless steel chains are durable and corrosion-resistant, they generally have a lower load-bearing capacity compared to carbon steel chains, which makes them less suitable for heavy-duty applications in food processing.
Comparison of Carbon Steel and Stainless Steel Conveyor Chains in Food Processing
| Criteria | Carbon Steel Conveyor Chains | Stainless Steel Conveyor Chains |
|---|---|---|
| Corrosion Resistance | Susceptible to rust and corrosion in wet conditions or exposure to chemicals. | Excellent corrosion resistance, ideal for wet or chemical-laden environments. |
| Load Capacity | High load-bearing capacity, suitable for dry materials and bulk transportation. | Generally lower load-bearing capacity but ideal for light-duty food transport. |
| Hygiene | Difficult to clean thoroughly and may not meet sanitation standards in wet environments. | Meets hygiene standards, easy to clean, and ideal for food processing with high sanitary needs. |
| Maintenance | Requires regular maintenance to prevent rust and corrosion; easier to maintain in dry conditions. | Low maintenance; resistant to wear, corrosion, and damage over time, especially in wet conditions. |
| Cost | Lower cost, making it an affordable solution for dry food handling. | Higher initial cost, but worth the investment for long-term durability and hygiene. |
| Applications | Suitable for dry food materials like grains, sugar, and flour, but not for wet or perishable items. | Perfect for wet food products, perishable foods, dairy, meat, and beverages. |
Conclusion
Carbon steel conveyor chains are suitable for environments that handle dry materials and where cost-effectiveness is a primary concern. They offer high load capacity and durability but fall short in wet or hygiene-sensitive environments. Stainless steel conveyor chains, on the other hand, excel in wet conditions and are ideal for industries that require strict sanitation standards, such as food processing and pharmaceutical manufacturing.
When choosing between the two, consider your specific needs—whether it’s cost-efficiency and high load-bearing capacity for dry materials, or corrosion resistance and food safety in more hygienic, wet applications.
If you're looking for expert advice or a custom solution for your conveyor chain needs, don't hesitate to contact us!
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon