

Why the Food Industry Prefers Stainless Steel Conveyor Chains
Article content
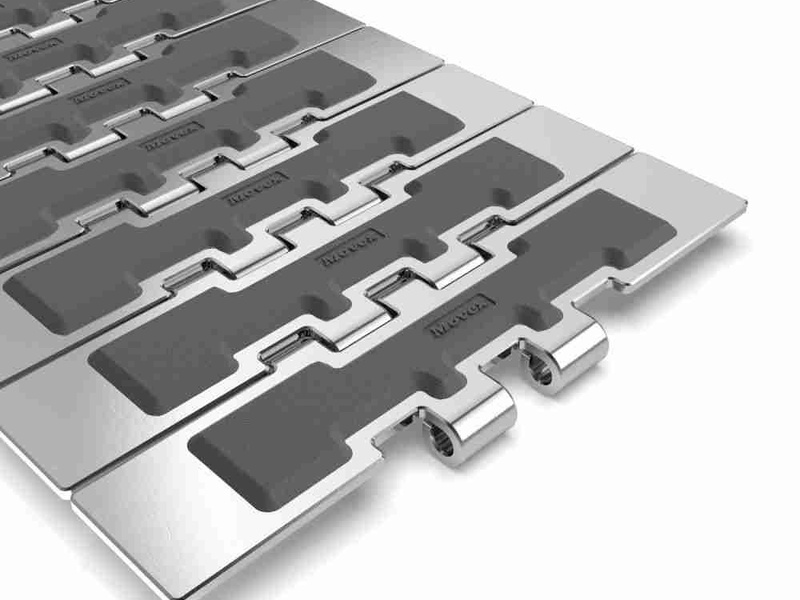
What Are Stainless Steel Conveyor Chains?
Stainless steel conveyor chains are transmission components designed for continuous operation in environments that demand high levels of cleanliness and corrosion resistance. They are typically made Stainless Steel 304 or Stainless Steel 316, which are known for their resistance to rust and their suitability for food contact applications.
Common Types of Stainless Steel Used in Conveyor Chains:
- Stainless Steel 304
- General-purpose material
- Excellent corrosion resistance
- Cost-effective for most food industry applications
- Stainless Steel 316
- Enhanced corrosion resistance, especially in environments with high salinity or chemical exposure
- Commonly used in seafood processing, dairy production, and environments requiring frequent cleaning
- Stainless Steel 201
- Lower cost, but reduced corrosion resistance
- Less commonly used in critical food applications
.jpg)
Why the Food Industry Prefers Stainless Steel Conveyor Chains
Compliance with Food Safety Standards
Stainless steel conveyor chains meet strict FDA, EU 10/2011, and HACCP regulations for food-grade equipment. They do not release harmful substances food products and resist bacterial contamination. Stainless steel surfaces are smooth and non-porous, preventing the accumulation of food particles and microbes.
Superior Corrosion Resistance
The food industry often requires equipment to operate in wet, humid, or chemical-rich environments. Stainless steel chains offer excellent resistance to corrosion caused by:
- Frequent cleaning with strong detergents and sanitizers
- Exposure to water and steam
- Contact with acidic or salty food products, such as seafood or sauces
Stainless Steel 316 is especially suitable for marine environments and applications involving brine or aggressive cleaning chemicals.
Easy Cleaning and Maintenance
Hygiene is a top priority in food production. Stainless steel conveyor chains are:
- Easy to clean with high-pressure water jets, steam, or chemical sanitizers
- Resistant to pitting and scaling, ensuring longevity even with frequent cleaning
- Designed with smooth surfaces and minimal crevices, making them less prone to bacterial buildup
Routine maintenance involves simple inspection and lubrication using NSF H1-approved lubricants to maintain smooth operation without compromising food safety.
High Strength and Durability
Stainless steel conveyor chains are capable of withstanding heavy loads, continuous use, and harsh environments without compromising performance. Their high tensile strength ensures they can handle rigorous processing conditions, such as moving heavy meat cuts, seafood, or packaged goods.
Cost-Effective Over the Long Term
While the initial investment for stainless steel chains is higher than alternatives like plastic or carbon steel, they offer:
- Longer service life, reducing replacement frequency
- Lower maintenance costs, thanks to their durability and resistance to wear
- Higher operational uptime, minimizing production downtime due to equipment failure
Over time, stainless steel conveyor chains prove to be a cost-effective solution for food manufacturers aiming to optimize their production lines.
Potential Drawbacks of Stainless Steel Conveyor Chains
- Higher upfront cost compared to plastic or mild steel chains
- Heavier weight, which may not be suitable for some lightweight conveying systems
- Not always necessary for dry, non-corrosive environments where plastic chains may suffice
Common Applications in the Food Industry
- Meat and seafood processing plants: Resistant to water, brine, and cleaning chemicals
- Dairy production: Hygienic and compliant with strict safety standards
- Beverage bottling and packaging: Resistant to moisture and provides smooth transport
- Bakery and confectionery production lines: Easy to clean and maintain
- Frozen food production: Withstands low temperatures without becoming brittle or degrading
.jpg)
Conclusion
Stainless steel conveyor chains have earned their reputation as the top choice for the food industry due to their corrosion resistance, hygiene, durability, and compliance with safety standards. Investing in high-quality stainless steel chains not only protects food safety but also improves production efficiency and lowers long-term operational costs.
If your company is looking for stainless steel conveyor chain solutions, contact our experts for professional advice and customized solutions.
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon