

Application of New Technologies in Heavy-Duty Conveyor Chain Design for Optimized Operation
Article content
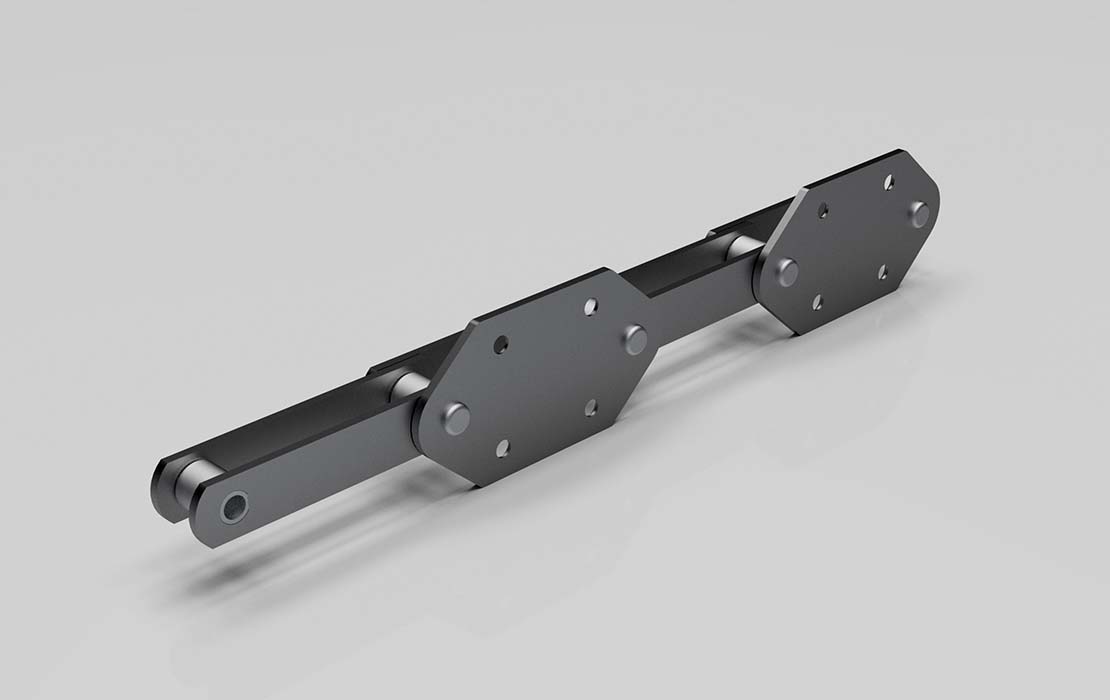
Advanced Materials for Superior Strength and Durability
Manufacturers now use high-grade alloy steels and stainless steels to produce heavy-duty conveyor chains, enhancing their load-bearing capacity and service life.
Highlights:
-
Excellent wear and corrosion resistance: Advanced materials withstand harsh environments without rusting or deforming.
-
Enhanced load capacity: Designed to handle large volumes of materials without breaking or excessive wear.
Benefits:
-
Longer replacement intervals: Chains last significantly longer, reducing the need for frequent replacements.
-
Optimized performance: Durable chains ensure stable, long-term operation.
State-of-the-Art Heat Treatment Processes
Modern heavy-duty chains undergo sophisticated heat treatment processes such as multi-stage tempering and induction hardening to increase strength and durability.
Highlights:
-
Uniform hardness: Ensures each link can withstand heavy loads without failure.
-
Deformation resistance: Maintains shape and structural integrity under continuous high-stress conditions.
Benefits:
-
Extended lifespan: Chains are more resistant to wear and cracking.
-
Lower maintenance costs: Reduced risk of failure minimizes repair expenses.
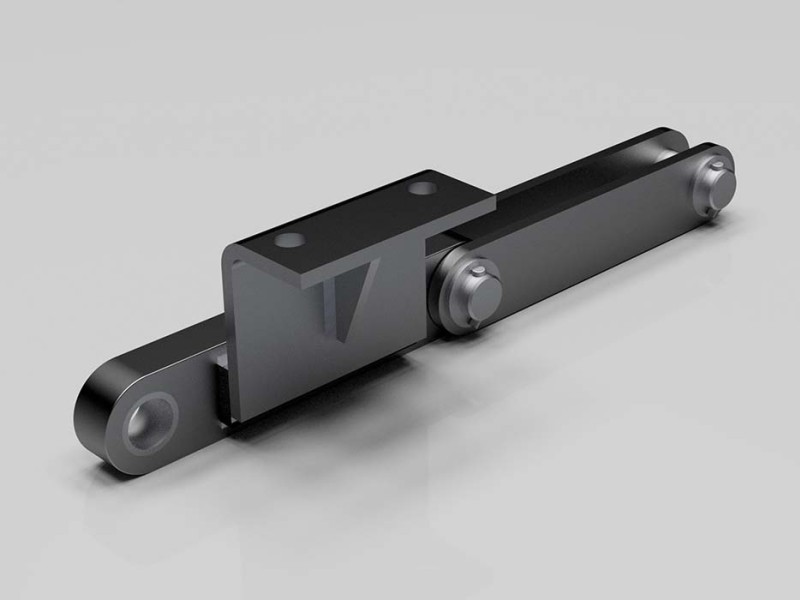
Precision Engineering with Advanced CAD/CAM Technology
The integration of CAD/CAM systems and automated production lines has resulted in conveyor chains with precise dimensions and optimized designs.
Highlights:
-
Perfect meshing with sprockets: Ensures smooth operation with minimal vibration.
-
Optimized structure: Enhances load-bearing capacity while reducing friction.
Benefits:
-
Improved efficiency: Smoother operation translates to better overall system performance.
-
Energy savings: Reduced friction lowers power consumption.
Protective Coatings for Enhanced Surface Protection
Many modern heavy-duty chains are coated with specialized anti-corrosion and wear-resistant layers to extend service life.
Highlights:
-
Environmental protection: Ideal for industries with high humidity, dust, or chemical exposure.
-
Maintains aesthetic and functional integrity: Prevents oxidation and surface degradation.
Benefits:
-
Reduced cleaning and maintenance needs: Less buildup of dirt and easier to maintain.
-
Longer operational lifespan: Protective coatings safeguard the chain against environmental damage.
Integration of Automated Monitoring Systems
Some advanced conveyor chain systems now feature integrated sensors to monitor wear, temperature, and tension in real time.
Highlights:
-
Early fault detection: Alerts maintenance teams to potential issues before failures occur.
-
Real-time data: Supports proactive maintenance planning.
Benefits:
-
Minimized downtime: Prevents unexpected system failures.
-
Optimized maintenance schedules: Allows for predictive maintenance, saving time and costs.
.jpg)
Conclusion
The application of new technologies in heavy-duty conveyor chain design has brought remarkable improvements in operational efficiency. high-grade materials and advanced heat treatment to precision engineering and smart monitoring, these innovations help businesses achieve higher productivity and reduce operational costs. Investing in technologically advanced conveyor chains is a strategic move for companies aiming to stay competitive in Industry 4.0.
If you’re looking for expert advice on selecting the latest heavy-duty conveyor chains for your production system, don’t hesitate to contact us for detailed support!
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon