

Conveyor Chains in Cement and Construction Materials Industry: Role & Suitable Choices
The cement and construction materials industry is known for its heavy-duty and demanding operational environments. This sector requires reliable transportation systems that can withstand heavy loads, continuous operation, and harsh conditions. Among the most crucial components in these systems are industrial conveyor chains.
Conveyor chains play an important role in improving productivity, ensuring stable operation, and reducing downtime in cement plants and construction material factories. This article explores the role of conveyor chains in this industry and guides you on how to the right chain for your specific needs.

Article content
- The Role of Conveyor Chains in the Cement and Construction Materials Industry
- Key Features Required for Conveyor Chains in the Cement Industry
- Popular Types of Conveyor Chains Used in Cement and Construction Materials Industry
- How to Choose the Right Conveyor Chain for Cement and Construction Applications
- Maintenance Tips to Extend Conveyor Chain Lifespan
- Conclusion
The Role of Conveyor Chains in the Cement and Construction Materials Industry
Conveyor chains are widely used in:
- Transporting raw materials: clinker, gypsum, limestone, sand, clay, and more.
- Cement production lines: systems like bucket elevators, rotary kilns, and crushers.
- Production lines for concrete, bricks, and building materials: moving heavy loads and finished products.
Key benefits of using conveyor chains:
- High load capacity, capable of handling bulk materials.
- Durability and longevity, even in harsh environments.
- Efficient material flow, reducing manual labor and increasing production speed.
- Minimized downtime, ensuring continuous operation.
Key Features Required for Conveyor Chains in the Cement Industry
Heavy load capacity and high durability
- Conveyor chains in cement plants must handle extremely heavy materials like clinker and limestone.
- They are often made high-strength alloy steel, designed to resist stretching and breaking even under intense load and continuous operation.
Resistance to high temperatures and dust
- Cement production involves high-temperature processes, especially in rotary kilns and clinker coolers.
- Conveyor chains must be able to withstand heat, dust, and abrasive particles without wearing out quickly.
- Heat-resistant conveyor chains or those with special anti-corrosion coatings are often required.
Corrosion resistance and chemical resistance
- In cement plants, chains are exposed to moisture, chemicals, and corrosive materials.
- Conveyor chains made galvanized steel, nickel-plated steel, or stainless steel offer better corrosion resistance.
- For outdoor installations, weatherproof chains with anti-corrosion coatings are essential.
Popular Types of Conveyor Chains Used in Cement and Construction Materials Industry
| Type of Chain | Features | Applications |
|---|---|---|
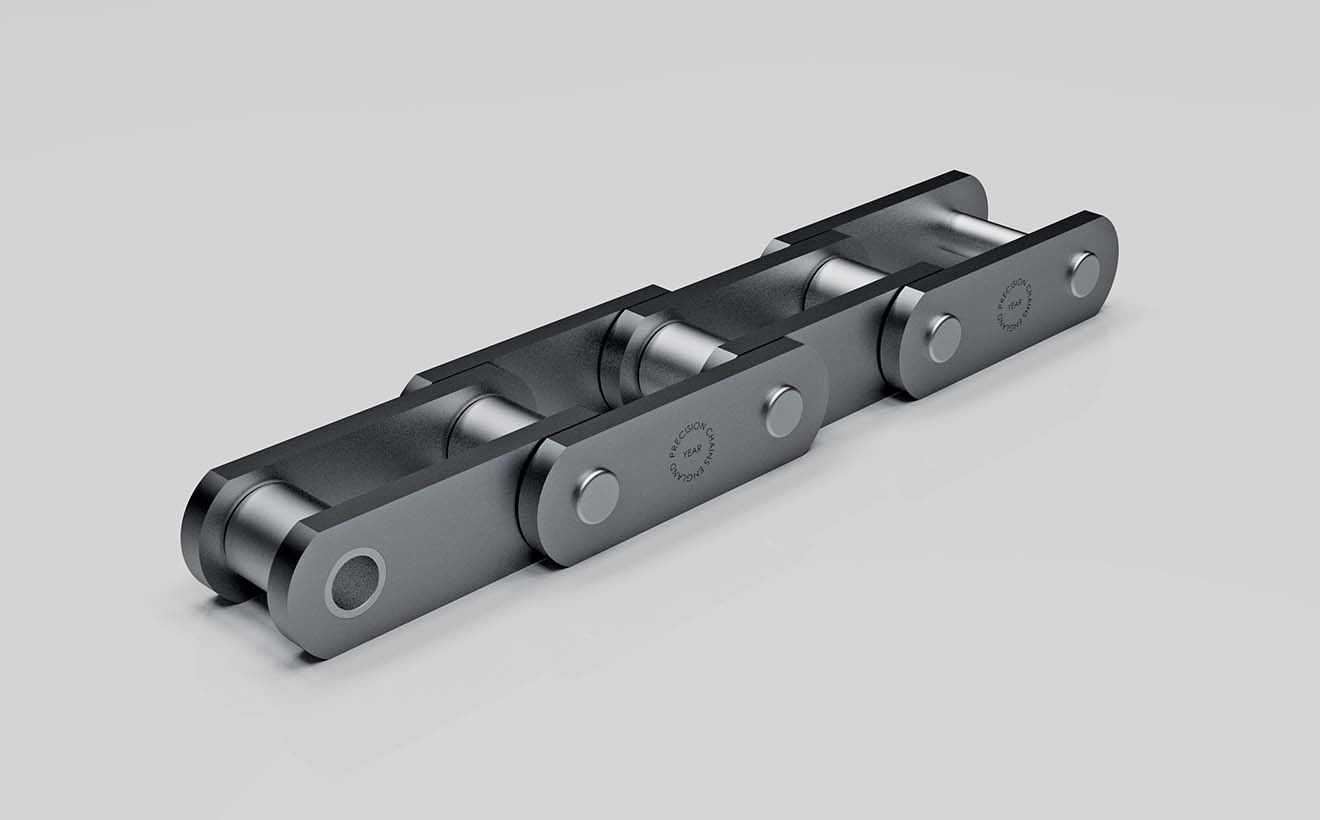
| Heavy-duty roller chains | High load capacity, smooth operation | Transporting clinker, limestone, heavy materials |
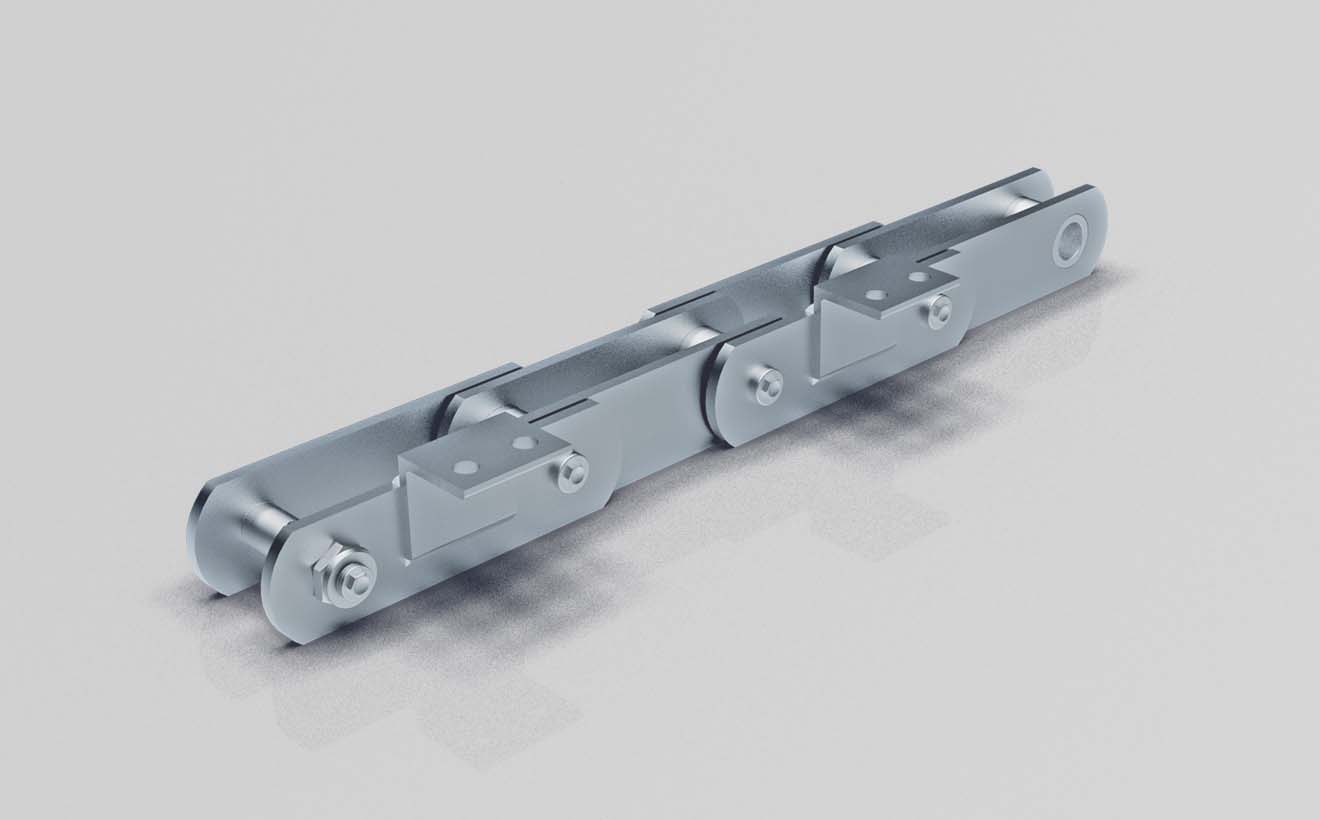
| Double pitch conveyor chains | Reduced friction, increased service life | Cement manufacturing lines |
| Heat-resistant chains | Operates in extreme temperatures | Rotary kilns, clinker coolers |
| Galvanized or nickel-plated chains | Corrosion-resistant, reduced wear and tear | Outdoor conveyors, dusty environments |
| Bucket elevator chains | Vertical transport, strong wear resistance | Lifting cement powder, sand, gravel |
How to Choose the Right Conveyor Chain for Cement and Construction Applications
Assess load capacity and operational speed
- chains that can handle heavy loads and continuous high-speed operation without risk of failure.
Consider the operating environment
- Use heat-resistant chains for high-temperature zones like kilns and coolers.
- Use anti-corrosion chains for environments exposed to moisture and chemicals.
Evaluate maintenance requirements
- Choose chains that are easy to maintain, allowing for quick inspection and part replacement.
- Prioritize chains with self-lubricating systems to reduce downtime and maintenance costs.
Maintenance Tips to Extend Conveyor Chain Lifespan
Regular inspection
- Weekly inspections to check for chain tension, signs of wear, or misalignment.
- Monthly checks for corrosion, lubrication levels, and component fatigue.
Proper lubrication
- Use high-temperature lubricants to reduce friction and prevent wear in high-heat zones.
- Avoid over-lubrication, which can attract dust and lead to abrasive wear.
Cleaning and protection
- Regularly clean conveyor chains to remove dust, cement particles, and debris.
- Use protective coatings to prevent corrosion in outdoor or humid conditions.
Conclusion
Conveyor chains are a vital component in the cement and construction materials industry, offering reliable transportation of heavy and abrasive materials in harsh conditions. Choosing the right conveyor chain ensures:
- Continuous production
- Reduced maintenance costs
- Improved operational efficiency
Investing in high-quality, durable conveyor chains not only enhances productivity but also minimizes downtime and extends the service life of your production line.
If you are searching for the best conveyor chain solutions for your cement plant or construction material factory, contact our team today for expert consultation and competitive pricing.
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon