

Outstanding Operational Efficiency of Heavy-Duty Conveyor Chains in Automated Production Lines
Article content
Ensuring Continuous Operation in Production Lines
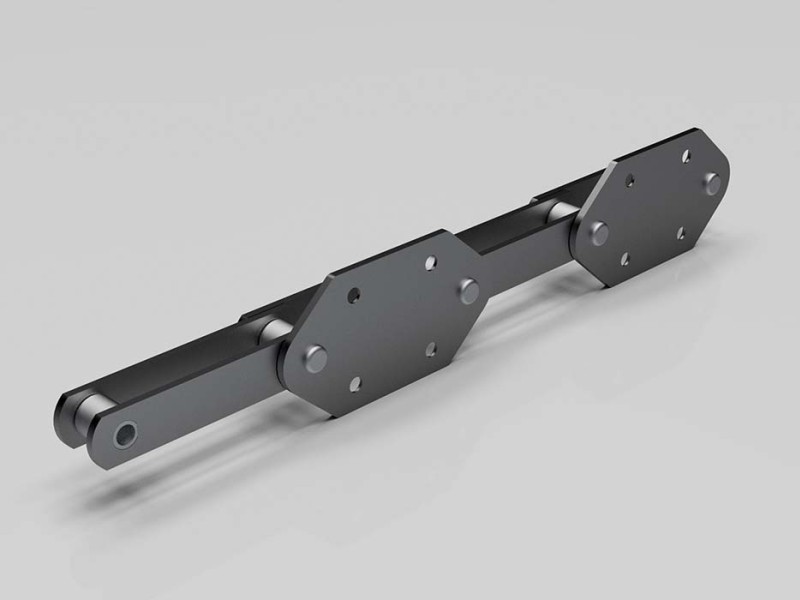
Heavy-duty conveyor chains are specifically designed to withstand high loads and intense working conditions, making them ideal for continuous operation in automated production lines.
Advantages:
-
High load capacity: Capable of transporting large volumes of materials safely and efficiently.
-
Reduced breakdowns: High-quality materials and sturdy construction minimize the risk of malfunctions.
Benefits:
-
Increased productivity: Continuous operation limits machine downtime.
-
Lower maintenance costs: Durable chains require fewer repairs and replacements.
Boosting Production Speed with Optimized Design
Thanks to precise engineering, heavy-duty conveyor chains can operate at high speeds while maintaining stability and safety.
Advantages:
-
High-speed operation: Suitable for fast-paced production lines without compromising durability.
-
Reduced vibration: Robust design minimizes vibrations, enhancing system stability.
Benefits:
-
Higher output: Faster operation shortens production cycles while maintaining quality.
-
Optimized performance: Smooth operation ensures maximum system efficiency.
Easy Integration with Automated Systems
Heavy-duty conveyor chains are highly adaptable, allowing seamless integration with various automated systems and machinery.
Advantages:
-
Easy installation: Compatible with a wide range of machines and automation technologies.
-
Flexible customization: Adjustable length and configurations to meet specific production needs.
Benefits:
-
Faster setup: Speeds up the process of bringing new systems online.
-
Versatility: Adapts to different production requirements easily.
Enhanced Durability for Long-Term Operation
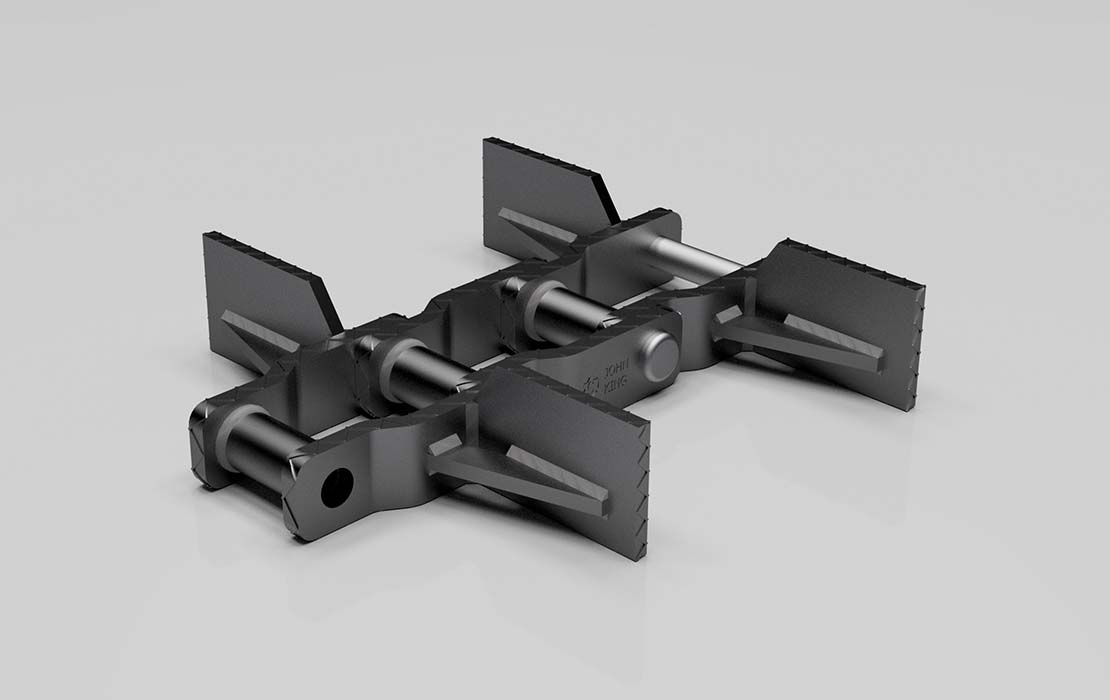
One of the standout features of heavy-duty conveyor chains is their exceptional durability, even in harsh environments.
Advantages:
-
Superior wear resistance: Made premium materials with anti-corrosion coatings, ideal for dusty and humid environments.
-
Minimal failures: Resistant to breakage and wear over time.
Benefits:
-
Less frequent maintenance: Extended service life reduces maintenance intervals.
-
Cost savings: Lower replacement and repair costs over time.
.jpg)
Conclusion
Heavy-duty conveyor chains are key to achieving superior operational efficiency in automated production lines. With high load capacity, speed, easy integration, and exceptional durability, these chains help businesses optimize performance while minimizing downtime and maintenance costs. Choosing the right conveyor chain and maintaining it regularly ensures long-lasting, stable system performance.
If you need expert advice on selecting heavy-duty conveyor chains for your automated production system, feel free to contact us for detailed support!
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon