

The Structure and Materials Used in High-Wear-Resistant Conveyor Chains: Solutions for Harsh Environments
Article content
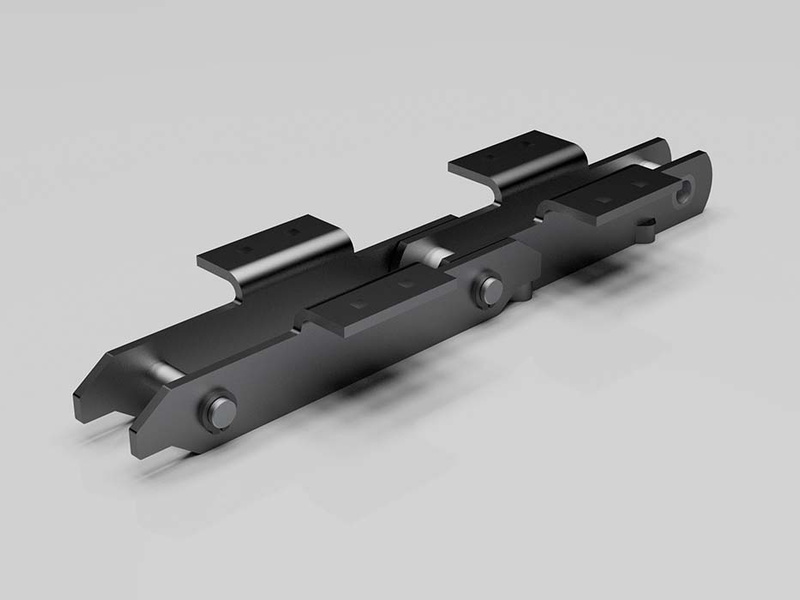
Basic Structure of High-Wear-Resistant Conveyor Chains
A high-wear-resistant conveyor chain typically consists of several key components designed to handle heavy loads, abrasion, and harsh environments:
1. Link Plates
-
The link plates are designed to bear the main load and resist wear. These plates are made high-strength steel alloys that have been heat-treated to enhance their hardness and resistance to wear.
-
The plates are often designed with optimally thick edges to prevent bending and uneven wear during continuous operation.
2. Rollers
-
The rollers reduce friction between the chain and the rails or sprockets. These are made high-strength steel alloys, often combined with chromium or molybdenum to increase wear resistance.
-
The rollers are carefully manufactured to ensure smooth movement and minimize friction, which contributes to the overall longevity of the chain.
3. Pins and Bushings
-
Pins and bushings connect the chain links and ensure smooth movement, while maintaining the integrity of the chain. These components are made wear-resistant steel, and are often treated with heat to enhance their hardness and strength.
-
Surface treatments such as hard chrome plating or ceramic coatings are also used to improve resistance to corrosion and wear.
4. Additional Components
-
Other components, such as connecting links, sprockets, and guides, are designed to ensure that the entire system works seamlessly. These parts are often made the same materials to ensure uniform performance and prevent premature wear.

Materials Used in High-Wear-Resistant Conveyor Chains
The material composition of high-wear-resistant conveyor chains is crucial to their performance in harsh environments. Here are the key materials commonly used:
1. High-Strength Alloy Steel
-
High-carbon alloy steel is a primary material for making conveyor chains. This steel has a higher tensile strength and can endure extreme stress and wear.
-
The material is treated with heat treatment and quenching processes to enhance its strength, hardness, and wear resistance.
2. Chromium-Molybdenum Alloys
-
Chromium-molybdenum alloys (CrMo) are often used in the pins and bushings. These alloys provide excellent resistance to heat, abrasion, and fatigue, making them ideal for high-stress applications in mining and cement industries.
3. Wear-Resistant Stainless Steel
-
Stainless steel is often used for conveyor chains operating in corrosive environments (e.g., cement plants or mining areas with high humidity or chemicals). Wear-resistant stainless steel helps protect the chain rust, corrosion, and chemical degradation.
4. Surface Coatings
-
Hard chrome plating and ceramic coatings are applied to the surface of the chains to further enhance wear resistance. These coatings help protect against abrasion, oxidation, and corrosion, which significantly extends the lifespan of the chain.
-
Hot-dip galvanizing is also used in some applications to provide additional protection corrosion, especially in environments exposed to harsh chemicals or saltwater.
The Benefits of Using High-Wear-Resistant Materials in Conveyor Chains
| Benefit | Explanation |
|---|---|
| Increased Wear Resistance | The materials used, such as alloy steel and chromium-molybdenum alloys, provide superior protection against wear in high-abrasion environments. |
| Extended Service Life | Chains made high-quality materials last significantly longer, reducing the need for frequent replacements and repairs. |
| Improved Corrosion Protection | Materials like stainless steel and chromium coatings help prevent corrosion, ensuring the chain performs even in harsh environments. |
| Enhanced Load-Bearing Capacity | The robust construction and material strength allow these chains to withstand heavy loads without deforming or failing. |
Practical Applications of High-Wear-Resistant Conveyor Chains
| Industry | Applications of High-Wear-Resistant Conveyor Chains |
|---|---|
| Mining Industry | Transporting ores, coal, and other materials extraction points to processing facilities. |
| Cement Plants | Moving clinker, limestone, and cement through high-temperature and high-abrasion environments. |
| Aggregate Plants | Conveying aggregates like sand, gravel, and crushed stone to crushers or storage areas. |
| Steel Manufacturing | Transporting hot steel billets and scrap metal, which require durable chains to handle high temperatures and heavy loads. |
.jpg)
Conclusion
The structure and materials used in high-wear-resistant conveyor chains play a significant role in ensuring reliable performance and long service life in industries such as mining and construction materials production. With superior resistance to abrasion, high load-bearing capacity, and excellent protection against corrosion, these chains provide optimal performance even in the harshest environments.
If you are seeking high-quality high-wear-resistant conveyor chains, contact us today for professional consultation and the best pricing for your business!
AAdministratorsQTV
Welcome. Feel free to leave a comment, we will respond soon